Semua tentang pengecoran perunggu dan kuningan

Perunggu adalah paduan tembaga dan timah, terkadang dengan penambahan silikon, aluminium, dan timah. Ini dapat memiliki warna yang berbeda, tergantung pada persentase komponen. Ada beberapa jenis perunggu:
- timah;
- aluminium;
- memimpin.


Perunggu timah adalah jenis yang paling banyak digunakan dan memiliki fluiditas rendah. Lebih mudah untuk mengeluarkan produk dengan dimensi tertentu darinya. Karena tidak perlu diproses lebih lanjut. Kuningan adalah paduan tembaga dengan penambahan seng. Biasanya campurannya adalah 70% tembaga, 30% seng. Kadang ada kuningan dengan komposisi 50 sampai 50.


Keunggulan perunggu antara lain sebagai berikut.
- Kepraktisan.
- Kesempatan untuk terlibat dalam casting artistik di rumah.
- Ketahanan yang tinggi terhadap faktor lingkungan.
- Hampir tidak terkena korosi.
- Kemudahan dalam pengolahan.
- Daya tahan.
- Konduktivitas listrik dan termal.


Kuningan memiliki ketahanan yang tinggi terhadap korosi. Ini digunakan sebagai lapisan permukaan logam lain dalam produksi struktur logam.
Sejarah teknologi
Pengecoran kuningan, seperti perunggu, muncul 12 ribu tahun yang lalu. Pada awalnya, peralatan dan perhiasan dibuat dari bahan-bahan ini, kemudian piring dan barang-barang rumah tangga.Barang-barang perunggu dan kuningan banyak digunakan di semua bidang kehidupan. Metode pertama pembuatan perunggu dan kuningan berasal dari zaman kuno di zaman klasisisme. Banyak karya seni pada masa itu, yang bisa kita renungkan hingga saat ini. Saat ini, paduan peleburan ini terutama digunakan untuk pembuatan barang-barang dekoratif untuk dekorasi dan karya seni.

Paduan tembaga dengan penambahan logam banyak digunakan dalam produksi:
- patung dan suvenir;
- kisi-kisi dan elemen pagar lainnya;
- pagar dan gerbang;
- detail interior;
- dalam dekorasi lampu gantung dan sconce.



Seiring waktu, metode injeksi telah ditingkatkan. Dan di dunia modern, menjadi mungkin untuk mencium bagian-bagian perunggu dan kuningan tidak hanya secara industri, tetapi juga di rumah.
Keunikan
Pengecoran kuningan artistik hampir tidak berbeda dalam teknologi dari pengecoran perunggu. Mari kita lihat detail prosesnya.
- Temperatur leleh kuningan agak rendah, berkisar antara 880-965 C. Ini memungkinkan Anda untuk menggunakan berbagai jenis oven. Bahkan kompor gas, cukup memilih hidangan tahan panas. Tetapi terkadang suhu dinaikkan menjadi 1070 C karena aditif (untuk kuningan multi-komponen). Titik leleh perunggu lebih tinggi. Paduan memiliki tembaga dengan timah 900-950 C, dan perunggu tanpa timah 950-1100 C. Paduan perunggu memiliki viskositas tinggi, oleh karena itu, untuk meningkatkan kualitasnya, dipanaskan 100 lebih tinggi. Untuk menghemat energi, lebih baik menggunakan tungku induksi atau wadah.
- Tahap utama pengecoran adalah menuangkan lelehan ke dalam cetakan. Durasi proses tidak boleh lebih dari 2 menit. Jika tidak, produk akan cacat. Perpecahan, luka bakar, dan persimpangan akan muncul. Benda itu akan benar-benar rusak dan tidak dapat digunakan. Atau diperlukan pemrosesan tambahan.
- Untuk kuningan, pendinginan bertahap harus seragam, tanpa menggunakan solusi khusus. Saat mendinginkan perunggu, pendingin digunakan.
- Tahap terakhir adalah pemrosesan bagian yang sudah jadi.. Penghapusan teluk, sariawan, ekstrusi diperlukan. Fluks ditambahkan ke paduan untuk menjaga komposisi tidak berubah. Berkat mereka, dimungkinkan untuk melindungi permukaan lelehan dan menghilangkan komposisinya. Ini mengurangi pemborosan pada produk jadi.




Peralatan yang diperlukan
Berikut adalah daftar peralatan utama untuk membuat angka dari bahan-bahan tersebut.
- Bentuk pengecoran. Terbuat dari berbagai bahan.
- tanguntuk mengeluarkan bagian yang sudah jadi dari cetakan.
- Percobaan untuk mencairkan muatan di dalamnya. Bahan pembuatannya adalah grafit dan tanah liat.
- Peralatan pemanas, oven. Untuk melelehkan kuningan, Anda bisa menggunakan kompor gas dan wadah tahan panas.
- Berbagai bahan pendukung: batu bara, gunung

Hal ini diperlukan untuk menggunakan urutan teknologi yang ketat. Pertama, wadah ditempatkan di tungku, kemudian potongan logam ditempatkan di dalamnya. Ketika benar-benar meleleh, campuran berubah warna. Kemudian, dengan peralatan khusus - wadah dikeluarkan dari tungku dengan pengait dan lelehan dilemparkan dengan hati-hati ke dalam cetakan injeksi. Setelah pendinginan total, bagian tersebut dilepas dengan penjepit dan diproses akhir.

Ikhtisar model pengecoran
Sebelum melanjutkan dengan pengecoran produk jadi, Anda harus terlebih dahulu membuat sketsa bentuk masa depan. Gambar dibuat oleh seniman master khusus. Kemudian, cetakan casting akan dibuat di sepanjang itu, di mana lelehan utama dituangkan. Membuat cetakan adalah tugas yang agak melelahkan dan bertanggung jawab.Untuk melakukan ini, gunakan komposisi khusus untuk cetakan, peralatan dan perlengkapan. Model yang sudah jadi memainkan peran utama dalam keseluruhan proses teknologi. Rongga internalnya harus merupakan salinan persis dari produk jadi sesuai dengan cetakan investasi. Larutan cair dituangkan ke dalamnya, yang kemudian, berada di dalam, mendingin dan mengambil bentuk akhir.

Untuk memberikan kestabilan, agar pada saat pengecoran leburan ke dalam cetakan tidak runtuh, termos digunakan. Ini adalah perangkat khusus yang terbuat dari dua bagian penghubung persegi panjang, mirip dengan kotak. Biasanya terbuat dari kayu atau triplek. Dalam termos logam, tidak hanya pembuatan cetakan, tetapi juga pengecoran itu sendiri. Model untuk pembuatan kuningan dan perunggu dapat digunakan kembali dan sekali pakai. Itu tergantung dari apa mereka terbuat.


bahan
Gading, kayu, plester dan polimer. Baja juga digunakan untuk membuat cetakan yang dapat digunakan kembali. Bahan plastik yang paling jarang digunakan adalah untuk membuat model pengecoran. Di rumah, lelehan paling sering dilemparkan ke dalam cetakan plester yang tidak dapat dipisahkan. Setelah pendinginan dan pemadatan paduan menjadi sosok yang sudah jadi, cetakan dipatahkan dengan hati-hati dengan palu khusus.

Konstruksi
Secara struktural, cetakan casting dapat terdiri dari tiga jenis.
- dilepas. Ini adalah struktur yang terdiri dari dua atau lebih bagian, terhubung sepanjang permukaan lurus atau kompleks. Terputus untuk menghapus produk jadi. Paling sering digunakan dalam produksi untuk penggunaan yang dapat digunakan kembali.
- Satu potong. Untuk mengekstrak bagian yang sudah jadi, itu dipatahkan dengan palu. Cocok untuk sekali pakai saja. Itu dibuat di bawah produk tertentu sesuai dengan sketsa. Sering digunakan dalam produksi rumah.Gypsum paling cocok untuk membuat formulir seperti itu.

- Spesial. Ini adalah cetakan kompleks atau pola kerangka. Berbeda dalam komponen multi-detail. Itu dibuat untuk melebur figur desain yang kompleks.
Seluk-beluk utama casting
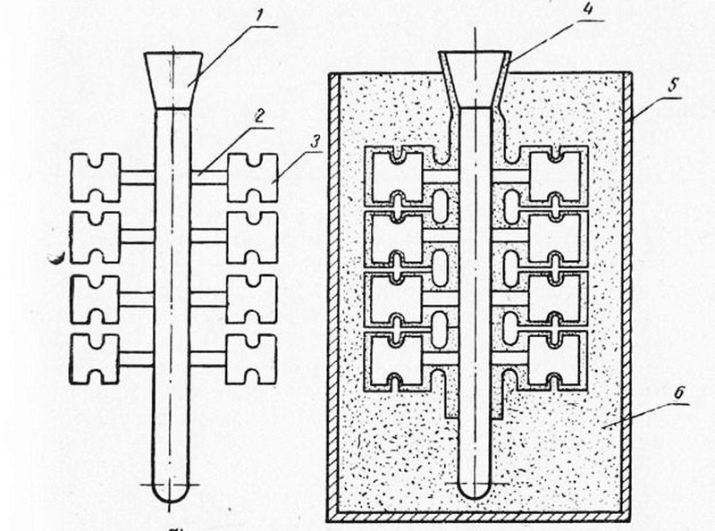
pengecoran sentrifugal
Dengan menggunakan metode pengecoran ini, suku cadang dan peralatan untuk teknik mesin dan sektor industri lainnya diproduksi. Dasar dari teknologi adalah gaya sentrifugal. Itu muncul karena rotasi model casting. Jenis casting ini digunakan terutama untuk pembuatan badan revolusi. Pembentukan dapat dilakukan oleh mesin dengan pengecoran vertikal dan horizontal. Pada mesin dengan sumbu rotasi horizontal, mereka menghasilkan:
- liner;
- busing;
- cincin.

Pada mesin dengan sumbu rotasi vertikal, mereka menghasilkan:
- baling-baling;
- roda cacing;
- gigi.


Selama proses pengecoran, pasir dipadatkan dan elemen asing dipaksa keluar.
pengecoran seni
Di rumah, metode pembuatan perunggu ini digunakan. Namun paduan tembaga ini memiliki fluiditas yang tinggi, sehingga tidak mengisi penuh cetakan, tidak seperti paduan kuningan. Karena itu, pola yang dimaksudkan pada permukaan bagian menjadi buram. Untuk memberikan kejelasan, digunakan pengejaran. Ini adalah proses yang agak melelahkan dan memakan waktu. Tetapi pada saat yang sama, momen paling kreatif dari casting artistik. Kualitas jenis produk akhir tergantung pada tingkat pengejaran.

Tahapan casting artistik:
- pembuatan sketsa dan gambar kerja;
- produksi struktur untuk membuat cetakan;
- produksi model casting;
- persiapan model;
- peleburan muatan;
- menuangkan massa cetakan ke dalam model pengecoran;
- pendinginan;
- ekstraksi dari model;
- memproses produk jadi dengan penggiling, terkadang sikat logam digunakan.






Komponen individu jadi digabungkan menjadi satu produk jika, menurut desain akhir, harus tunggal, tetapi terdiri dari beberapa bagian. Kemudian gambar jadi yang dihasilkan diproses untuk menghilangkan cacat kecil, dan ditutupi dengan lapisan pelindung atas.
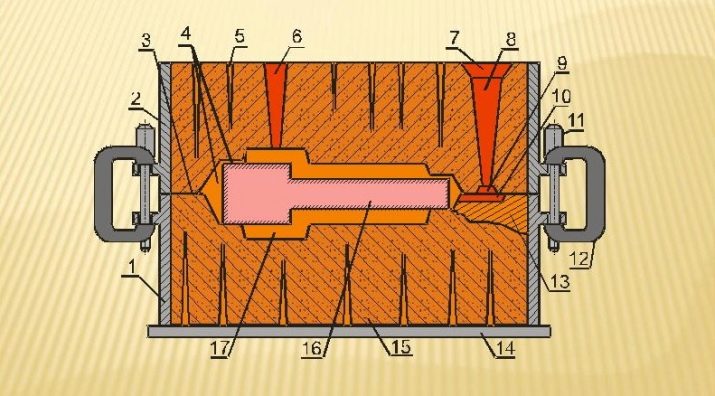
Cetakan injeksi
Metode pengecoran ini didasarkan pada efek kelebihan, tekanan vakum. Prinsip pers yang digunakan, lelehan diumpankan ke dalam cetakan injeksi dengan tekanan berlebih. Sistem pneumatik atau hidrolik bekerja pada piston. Karena kecepatan tinggi di mana lelehan viskositas tinggi diumpankan, tekanan berlebih dibuat, cetakan terisi penuh.
Kemudian, dengan suction vakum, massa cetakan mengalir ke dalam rongga cetakan. Ini memiliki dinding tipis yang dikelilingi oleh air dingin. Pendinginan bergerak dari tepi ke tengah. Penarikan lelehan terjadi untuk jangka waktu tertentu. Kemudian tekanan menjadi normal, dan residu massa cetakan berlebih mengalir ke bawah dinding.

Karena penyusutan setelah pendinginan, produk mudah dikeluarkan dari cetakan. Karena otomatisasi, cetakan diisi dengan lelehan dalam sepersekian detik, yang secara signifikan mengurangi waktu pembuatan suku cadang dan merupakan keuntungan yang tidak diragukan dari metode pengecoran ini. Terlepas dari metode pengecoran yang digunakan, tindakan pencegahan keamanan harus diperhatikan dalam pembuatan produk perunggu dan kuningan.
- Saat bekerja, gunakan kacamata pelindunguntuk melindungi mata Anda dari tetesan bahan cair dan uap.
- Sebelum memulai suatu kegiatan, pakai sarung tangan dari bahan khusus tahan panas.
- Ruangan harus berventilasi dan berventilasi baik, karena selama peleburan paduan ini, gas yang berbahaya bagi manusia dilepaskan.
- Seharusnya tidak diizinkan kontak bahan dan cairan yang mudah terbakar dengan perangkat pemanas.
- Membutuhkan ketat mengikuti teknologi proses. Karena produksi ini cukup traumatis.


Untuk mempelajari bagaimana patung perunggu dibuat, lihat video berikut.








